
Введение — маленький знак, который вызывает большие во...
PVC литьё под давлением: Полное руководство для изготовителей пресс-форм
2025-09-13
Введение
Поливинилхлорид (ПВХ) — один из самых распространённых термопластов в современной промышленности литья под давлением. От электротехники до медицинского оборудования и строительных изделий — ПВХ позволяет изготовителям форм получать недорогие и универсальные детали. В то же время формование ПВХ требует точного контроля температуры, продуманной конструкции пресс-формы и знания возможных технологических сложностей.
Это руководство собрано для производителей пресс-форм и содержит основные сведения о ПВХ-литье: что это такое, преимущества, области применения, технологический процесс, способы предотвращения дефектов и рекомендации по проектированию форм.
Что такое литьё под давлением ПВХ?
Литьё под давлением ПВХ — процесс, при котором гранулы ПВХ плавят, впрыскивают в полость пресс-формы и охлаждают до получения готовой детали. В сравнении с другими пластиками у ПВХ свои особенности: высокая жёсткость, химическая стойкость и трудновоспламеняемость.
Выделяют два основных типа ПВХ для литья:
Жёсткий ПВХ (uPVC) — широко применяется в строительстве: трубы, фитинги, профили.
Гибкий ПВХ — модифицируется пластификаторами; используется для медицинских трубок, уплотнений и прокладок.
Для изготовителей форм важно понимать различия материалов, чтобы правильно подбирать параметры процесса и конструкцию пресс-формы.
Преимущества литья ПВХ
Производители выбирают ПВХ за несколько ключевых достоинств:
Экономичность: смола ПВХ относительно недорога по сравнению с инженерными пластиками.
Высокая прочность и долговечность: жёсткий ПВХ даёт хорошие механические характеристики для несущих деталей.
Химическая и коррозионная стойкость: подходит для сантехнических и электрических применений.
Трудновоспламеняемость: ПВХ демонстрирует повышенную огнестойкость — важно для электрооборудования.
Гибкость проектирования: позволяет реализовывать сложные геометрии и тонкостенные детали.
Для повышения стабильности качества многие производители применяют системы точного температурного контроля (например, многозонные регуляторы горячих каналов CNTOPower), что снижает брак и экономит материал.
Области применения
ПВХ-литьё широко используется в таких сегментах:
Строительство: трубы, оконные профили, сайдинг, фитинги.
Электротехника и электроника: корпусные детали, изоляция кабелей, розетки и выключатели.
Медицина: трубки, соединители, элементы корпусов медицинской техники.
Автомобилестроение: внутренние декоративные элементы, уплотнения, некоторые подкапотные детали.
Потребительские товары: игрушки, упаковка, бытовая техника.
Каждое применение требует высокой точности размеров и контроля допусков — поэтому многие интегрируют многозонные системы горячих каналов для равномерной подачи материала.

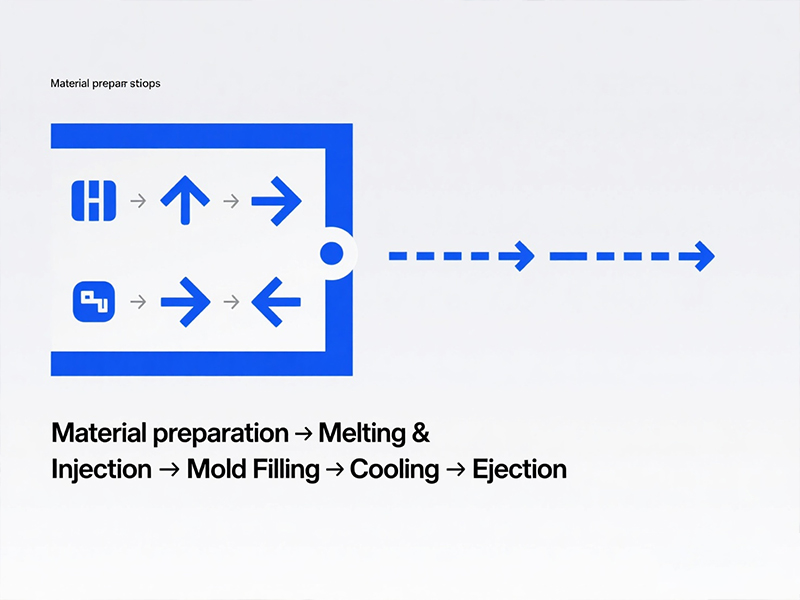
Технологический процесс литья ПВХ
Процесс во многом схож с другими термопластами, но требует дополнительной аккуратности из-за термочувствительности ПВХ.
Ключевые этапы:
Подготовка материала
Гранулы ПВХ необходимо правильно просушивать — влажность приводит к дефектам.Плавление и впрыск
Температурный диапазон плавления: 160–210 °C для жёсткого ПВХ; для гибкого — ниже. Перегрев опасен — возможна термическая деградация.Заполнение формы
Равномерный поток критичен — чтобы избежать ожогов материала и пустот. Надёжный контроль температуры и оптимизация горячего канала помогают стабилизировать заполнение.Охлаждение и извлечение
У ПВХ ниже теплопроводность, поэтому циклы охлаждения часто длиннее. Особое внимание требуется вентиляции и конструкции входных каналов, чтобы не допустить разложения.
Типичные дефекты и как с ними бороться
Несмотря на преимущества, при формовании ПВХ возможны следующие проблемы:
Подгорания и изменение цвета — причина: перегрев; решение: улучшенный температурный контроль.
Пустоты и пузыри — причина: влага или захваченный воздух; решение: просушка и качественная вентиляция.
Искажения (деформации) — причина: неравномерное охлаждение; решение: равномерный температурный режим и оптимальные времена цикла.
Слабые сварочные швы — причина: недостаточный поток расплава; решение: оптимизация горячего канала и параметров впрыска.
Использование современных регуляторов температуры помогает минимизировать эти дефекты и добиться стабильного качества.
Конструктивные особенности пресс-форм для ПВХ
При проектировании форм учитывайте:
Коррозионностойкая сталь — при разложении ПВХ выделяется хлористый водород, который может вызвать коррозию.
Хорошая вентиляция — для выхода газов и предотвращения подгорания.
Оптимизированные входные каналы — для равномерного заполнения и уменьшения швов.
Многозонный температурный контроль — для равномерности потока и снижения внутренних напряжений.
Применение многозонных регуляторов горячих каналов CNTOPower улучшает контроль над процессом, повышает эффективность и увеличивает срок службы форм.
Тенденции развития отрасли
Отрасль движется в сторону:
Умных систем контроля температуры с мониторингом в реальном времени и предиктивным обслуживанием.
Более устойчивых альтернатив ПВХ с меньшим воздействием на окружающую среду.
Автоматизации и внедрения ИИ для сокращения времени циклов и уменьшения человеческого фактора.
Энергоэффективного оборудования для оптимизации себестоимости производства.
Для производителей пресс-форм внедрение этих технологий — способ сохранить конкурентоспособность на мировом рынке.
Заключение
Литьё ПВХ под давлением даёт производителям форм экономичность, прочность и широкий спектр применения — от строительства до медицины. Для получения стабильных качественных деталей необходимы точный температурный контроль, оптимальная конструкция форм и меры по предотвращению дефектов.
В компании TOPower мы предлагаем современные регуляторы температуры для горячих каналов, которые помогают производителям достигать стабильного качества при формовании ПВХ: меньше дефектов, эффективнее циклы и увеличенный срок службы форм.
Хотите улучшить процесс литья ПВХ? Свяжитесь с TOPower, чтобы узнать, как наши решения помогут повысить точность, производительность и качество вашей продукции.




