В литье под давлением температурная стабильность — это...
Системы горячего литника и горячего канала в литье под давлением
2025-10-16
В чём разница между Hot Runner и Hot Sprue?
Injection molding is one of the most efficient methods for producing plastic parts, but the method of delivering molten plastic to the mold cavities can vary. Two common systems used for this purpose are hot runner systems and hot sprue systems. Understanding their differences can help mold engineers and designers choose the most efficient solution for each project.
Понимание потока пластика при литье под давлением
In injection molding, plastic pellets are heated to a molten state and then injected into a mold. The molten plastic flows through channels called runners or sprues before filling the cavities. These flow channels are essential to ensure uniform distribution, reduce waste, and improve cycle time.
В то время как традиционные формы используют холодные походы — пластик затвердевает в каналах и его необходимо обрезать — современные системы, такие как горячие и горячие литники, поддерживают пластик расплавленным, устраняя или минимизируя отходы.
Что такое система горячей литники?
A hot sprue is a simple heated nozzle that directly connects the injection molding machine barrel to the cavity. It keeps the plastic inside the sprue molten using built-in heaters, allowing direct injection into the part.
Как это работает
Горячий литник устанавливается в центре формы, нагревается электрической катушкой и термически изолирован от окружающей стали для формы. Расплавленный пластик проходит через неё, входя в полость без образования холодного прохода.
Преимущества систем горячей литники
Simple structure: Only one heated nozzle, easy to install and maintain.
Cost-effective: Cheaper than a full hot runner system.
Material saving: No runner waste.
Shorter cycle times: Less time spent removing solidified runners.
Ограничения систем горячей литники
Ограничено одной полостью или центральным клапаном.
Temperature control precision is lower compared to full hot runner systems.
Not suitable for multi-cavity molds or complex part layouts.
Системы горячих литников часто применяются в небольших формах, прототипах или деталях, требующих простого прямого гейтинга.
Что такое система Hot Runner?
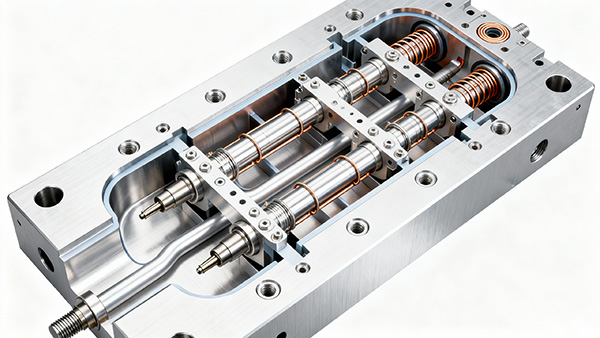
A hot runner system is a more advanced version that distributes molten plastic through multiple heated channels (called manifolds) to several nozzles, each leading to a mold cavity.
Компоненты системы Hot Runner
Manifold: Distributes molten plastic evenly to each nozzle.
Nozzles: Inject molten plastic into individual cavities.
Heaters and sensors: Maintain uniform melt temperature.
Temperature controller: Regulates and monitors heat for each zone.
Как это работает
Пластик из блока впрыска поступает в нагретый коллектор и распределяется через горячие сопла в полости. Вся система остаётся расплавленной, обеспечивая плавный, стабильный поток и высококачественные детали.
Преимущества систем Hot Runner
Поддерживает многокамерные формы.
Consistent part quality: Better temperature control prevents flow marks or short shots.
Reduced material waste: No solid runners.
Shorter cycle time: No trimming or recycling needed.
Better process control: Advanced temperature management for each zone.
Ограничения систем Hot Runner
Более высокая стоимость: More complex design and components.
Дополнительное обслуживание: Requires skilled setup and monitoring.
Более длительное время сборки формы: Custom design for each application.
Горячие системы идеально подходят для массового производства, сложных деталей и при сохранении материалов в приоритете.

Ключевые отличия между системами горячего литника и системы горячего катера
| Метрика | Цель | Инструмент |
| Органический трафик | +20% за 3 месяца | Google Аналитика |
| Рейтинг по ключевым словам | Топ-10 по категории «горячий бегун против горячего спруа» | Google Поисковая консоль |
| CTR | >4% from organic search | Поисковая консоль |
| Коэффициент отскока | <50% | Аналитика |
| Запросы через CTA | 15% | CRM / Форма обратной связи |
Когда выбирать каждую систему
Choose a Hot Sprue System when simplicity, low cost, and single-cavity production are your priorities. It’s an excellent choice for testing, small runs, or smaller components.
Choose a Hot Runner System when you need high productivity, consistent quality, or are working with expensive engineering plastics. Despite the higher initial cost, it saves money long-term through material savings and faster cycles.
Заключение
И система горячего бега, и горячая литниковая система направлены на поддержание расплавления пластика во время впрыскивания, но выполняют разные функции. Горячий литник прост и экономически выгоден для однокамерных применений, тогда как система с горячим пуском обеспечивает высокую точность и эффективность для крупномасштабного производства.
Выбор правильной системы зависит от масштаба производства, сложности формы и бюджета. Для многих производителей инвестиции в надежную систему контроля температуры могут существенно повлиять на стабильное, эффективное и высококачественное производство.
Питайте свою систему Hot Runner с помощью CNTOP
If you are using or planning to upgrade your hot runner system, temperature control plays a critical role in performance and part quality. CNTOP offers advanced Hot Runner Temperature Controllers that provide:
Precise multi-zone temperature control for consistent melt flow.
Smart touchscreen interface for easy monitoring and adjustment.
Reliable safety protection and stable performance for long-term use.
Custom solutions tailored to your mold requirements.
Подробнее читайте здесь: Регулятор температуры CNTOP Hot Runner
Повысите качество литья под давлением с повышенной температурной точностью, энергоэффективностью и продуктивностью — всё это на базе CNTOP.