В литье под давлением температурная стабильность — это...
Почему горячие системы необходимы для литья крышки ПЭТ-бутылки под давлением
2025-09-01

Знакомство
Производство крышек для ПЭТ-бутылок является одним из самых быстрорастущих сегментов в упаковочной отрасли, чему способствует глобальный спрос на бутилированные напитки, воду и средства личной гигиены. Для удовлетворения этого растущего спроса производителям необходим эффективный, экономичный и высококачественный производственный процесс. Системы горячего литья стали важнейшим компонентом в литье под давлением крышек для ПЭТ-бутылок, позволяя компаниям достигать превосходных показателей времени цикла, экономии материалов и стабильного качества.
В этой статье мы рассмотрим, почему технология горячих пусков критически важна для производства ПЭТ-конденсаторов, её преимущества перед холодными системами и лучшие практики достижения оптимальной производительности.
Что такое система горячего бега в литье под давлением?
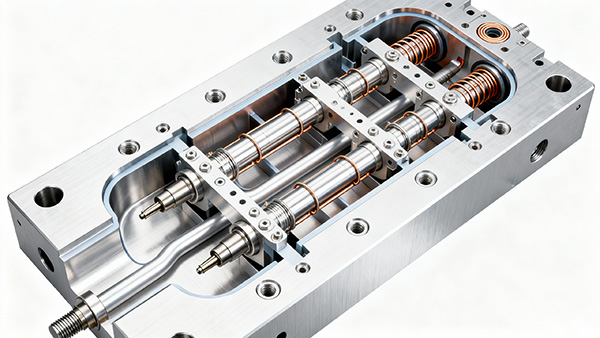
Система горячих каналов — это узел нагреваемых компонентов, используемый в литье под давлением для поддержания расплавленного пластика внутри системы каналов при оптимальной температуре до момента попадания в полости пресс-формы. В отличие от системы холодных каналов, где излишки материала необходимо обрезать и утилизировать, система горячих каналов поддерживает материал в расплавленном состоянии, что исключает отходы и повышает эффективность.
Для крышек ПЭТ-бутылок критически важны точность и скорость, поэтому горячие системы являются предпочтительным выбором для большинства производителей.
Почему горячие системы необходимы для производства крышек от ПЭТ-бутылок?
Сокращение материальных отходов
ПЭТ-смола относительно дорогая, и при крупномасштабном производстве с конденсаторами материальные отходы могут существенно повлиять на себестоимость. Системы горячих бегунов устраняют необходимость в них, сокращая отходы и снижая расходы.
Более быстрые циклы
Системы горячего литья поддерживают материал в расплавленном состоянии на протяжении всего процесса, что позволяет сократить циклы впрыска по сравнению с системами холодного литья. Это крайне важно для крупномасштабного производства ПЭТ-крышек, где даже сокращение времени на одну секунду за цикл означает производство тысяч дополнительных крышек в день.
Улучшенное качество деталей
В производстве ПЭТ-крышек точность размеров и качество поверхности имеют решающее значение. Системы горячего канала обеспечивают равномерный контроль температуры, гарантируя стабильный поток расплава и уменьшая такие проблемы, как деформация, неполное заполнение формы или усадочные раковины.
Энергоэффективность
Современные системы горячих бегов разработаны с участием энергоэффективности, поддерживая стабильную температуру при минимальном энергопотреблении. Это соответствует целям устойчивого развития производителей упаковки ПЭТ.
Совместимость с многополостными формами
PET caps are usually produced using multi-cavity molds—sometimes up to 96 or even 128 cavities. Hot runners ensure balanced flow to all cavities, guaranteeing identical part quality and reducing scrap rates.
Горячий Runner против Cold Runner для крышек от ПЭТ-бутылок
| Особенности | Горячий бегун | Cold Runner |
| Материальные отходы | Минимализм | Высокий (бегунки нужно подстричь) |
| Время цикла | Быстрее | Медленнее |
| Энергоэффективность | Высокий | Умеренный |
| Стоимость плесени | Выше | Нижний |
| Техническое обслуживание | Требует точности | Проще |
Несмотря на то, что системы горячего литья требуют больших первоначальных инвестиций, они быстро окупаются за счет экономии материалов, повышения скорости производства и улучшения качества.

Роль контроля температуры в системах горячих бегов
Одним из важнейших аспектов системы горячего канала является контроль температуры. Поддержание точной и стабильной температуры предотвращает деградацию материала и обеспечивает неизменно высокое качество деталей.
В компании CNTOP мы предлагаем передовые контроллеры температуры для систем горячего канала, разработанные для литья ПЭТ-преформ и крышек. Наши контроллеры обладают следующими характеристиками:
Высокий precision PID control for stable temperatures.
Multi-zone capability for large molds.
User-friendly interface for easy operation.
Быстрая реакция на колебания температуры.
Лучшие практики по контролю температуры горячих проходов в формовании ПЭТ-крышек
Используйте продвинутые PID-контроллеры температуры
Modern hot runner controllers use PID (Proportional-Integral-Derivative) algorithms for real-time temperature adjustments. This prevents overshooting and stabilizes temperatures quickly, ensuring consistent melt flow.
At CNTOP, our multi-zone hot runner controllers feature high-precision PID control and intelligent diagnostics, making them ideal for PET cap molding.
Правильно нагрейте систему предварительного нагрева
Before starting production, preheat the hot runner system gradually to avoid thermal shock and ensure even heating across all zones. Rapid heating can damage heaters and cause temperature imbalance.
Tip: Use a step-by-step ramp-up process to bring the system to operating temperature.
Мониторинг всех зон непрерывно
Temperature fluctuations in even one nozzle can lead to unbalanced cavity filling and defective caps. Invest in controllers with real-time monitoring and alarms for each zone.
CNTOP controllers offer multi-zone monitoring with error detection to alert operators immediately.
Поддерживайте правильную температуру затвора
The gate area is the most sensitive point in PET cap molding. If the gate is too hot, stringing occurs; too cold, it causes short shots.
Solution: Fine-tune gate temperature independently from the manifold to maintain ideal flow conditions.
Используйте изоляцию для энергоэффективности
Install thermal insulation on manifolds and nozzles to prevent heat loss, reduce energy consumption, and maintain consistent temperature. This not only saves energy but also stabilizes the process.
Регулярно калибруйте датчики
Temperature sensors can drift over time, leading to inaccurate readings. Perform regular calibration to ensure the controller receives correct data for precise temperature regulation.
Избегайте перегрева ПЭТ-смолы
PET is prone to degradation at high temperatures, resulting in yellowing or black specks. Keep the material at the recommended processing temperature (270–290°C) and avoid long residence times in the hot runner.
Горячий и холодный бегун: что лучше для формовки крышки от ПЭТ-бутылки?
Когда речь идёт о литье крышек ПЭТ-бутылки, производители сталкиваются с важным решением: использовать ли систему с горячим побегом или холодную систему? У обоих есть свои плюсы и минусы, но выбор может существенно повлиять на эффективность производства, стоимость материалов и качество продукции.
Что такое система cold runner?
Система холодного пуска использует неогретые каналы для подачи расплавленного пластика в полости формы. После каждого цикла направляющая затвердевает вместе с деталью и либо выбрасывается, либо перерабатывается.
Ключевые особенности Cold Runner:
Нет нагревательных элементов
Более простая конструкция
Низкая начальная стоимость формы
Горячий и холодный бегущий: подробное сравнение
| Критерии | Система Горячий бегун | Система холодных бегущих |
| Начальная стоимость | Выше (complex design & heating elements) | Нижний (более простая конструкция формы) |
| Материальные отходы | Минимализм (нет надёжных бегунов) | Высокий (runners must be trimmed & recycled) |
| Время цикла | Быстрее (без катапультирования бегуна) | Медленнее (дополнительное время для охлаждения бегуна) |
| Энергоэффективность | Больше (требуется меньше переплавки) | Нижний (отходы переработаны) |
| Техническое обслуживание | Более сложные | Проще |
| Качество деталей | Высокий (better flow control & consistency) | Хорошо, но сложнее поддерживать единообразие |
| Идеально подходит для ПЭТ-колпаков | Да (многокамерное производство, крупные объемы) | Не идеально для крупномасштабного производства |
Заключение
При крупносерийном литье крышек для ПЭТ-бутылок системы горячего литья явно превосходят системы холодного литья по эффективности, экономии затрат и качеству деталей.
Будущие тенденции в литье под давлением ПЭТ-крышки
Интеграция в Индустрию 4.0: Интеллектуальные регуляторы температуры с мониторингом данных и предиктивным обслуживанием.
Энергосберегающие конструкции: Более эффективные нагреватели и изоляция для снижения энергопотребления.
Переработка переработанного ПЭТ (rPET): Горячеканальные системы, оптимизированные для rPET, в поддержку инициатив по устойчивому развитию.
Заключение
Для производителей крышек для ПЭТ-бутылок внедрение систем горячего литья перестало быть просто желательным — это необходимость. От сокращения отходов материала до улучшения времени цикла и качества деталей, технология горячего литья является ключом к сохранению конкурентоспособности на современном рынке.
В CNTOP мы специализируемся на передовых контроллерах температуры горячего литья, которые обеспечивают точность, надежность и эффективность при формовании крышек из ПЭТ. Свяжитесь с нами сегодня, чтобы узнать, как мы можем помочь вам оптимизировать ваш производственный процесс.
Узнайте больше на: www.cntopower.com