В литье под давлением температурная стабильность — это...
Комплексная оптимизация и применение систем горячего литья в медицинском литье под давлением
2025-03-28
Введение: Стратегическая ценность систем горячего литья в медицинском литье под давлением
В промышленности по производству медицинских устройств производители оригинального оборудования (OEM) обычно не участвуют напрямую в выборе систем с горячими двигателями. Однако привлечение профессиональных поставщиков горячих форм на ранних этапах разработки плесени стало лучшей практикой. Такое раннее сотрудничество значительно ускоряет валидацию продукта, повышает качество конечной продукции и эффективно снижает общие производственные затраты. Медицинские литья под давлением должны понимать, что выбор технологий горячего литья и поставщиков напрямую влияет на точность, безопасность и эффективность производства, в конечном итоге сказываясь на здоровье и безопасность конечных пользователей.
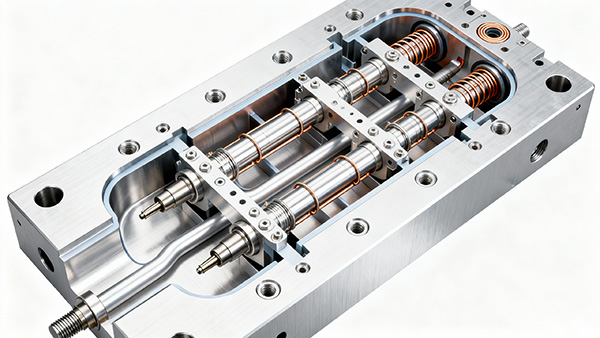
Системы с горячим пуском являются важной частью многокамерных литочных форм, широко используемых в медицинском литье с 4-32 полостями. Полноценная система горячего пробежки состоит из ключевых компонентов, таких как коллектор, соплы, пластины горячего бегона и регуляторы температуры, каждый из которых играет ключевую роль в обеспечении стабильности качества продукции. По мере развития медицинских устройств в сторону миниатюризации и повышения точности, а также всё более строгих стандартов стерильности и биосовместимости, технология горячих раннеров сталкивается с беспрецедентными вызовами и возможностями.

Основные компоненты и технический анализ систем горячего запуска
Коллектор: центральный узел распределения расплава
Коллектор является «сердцем» системы горячего пробега, отвечающей за точное распределение расплавленного пластика из машины для литья по каждой полости. Современное производство коллекторов начинается с предварительно обработанных стальных листов, которые просверливают с помощью точных потоковых каналов и интегрируются с нагревательными элементами на поверхности или внутри. Для соответствия высоким стандартам медицинского литья под давлением конструкции коллекторов обычно имеют несколько независимых зон контроля температуры, каждая из которых регулируется специальными регуляторами температуры для обеспечения равномерного потока расплава.
Неправильная конструкция коллектора может привести к нескольким проблемам с качеством продукции:
Дисбаланс потока: Значительные различия в длине пути потока расплава к каждому соплу могут привести к неравномерному заполнению полостей, вызывая колебания размеров — это особенно критично для прецизионных медицинских компонентов, требующих допусков ±0,02 мм.
Деградация материала: Недостаточные стратегии нагрева и контроль силы сдвига могут привести к разрыву молекулярных цепей полимера, что ухудшает механические свойства и приводит к дефектам поверхности, таким как изменение цвета или следы потока.
Температурные несоответствия: Локальный перегрев или недостаточный нагрев изменяют реологию расплава, влияя на поведение при заполнении и кристалличность продукта.
Для специализированных медицинских применений современные конструкции коллекторов поддерживают литье под давлением нескольких материалов (например, мягко-твёрдые комбинации в рукоятках хирургических инструментов), формовку в стеке (для повышения производительности малых устройств) и парное формование (синхронное формирование комплементарных компонентов). Эти сложные приложения требуют глубоких знаний в анализе потоков и проектировании механических балансов, используя 3D-схемы каналов потока и технологии динамической термической компенсации для обеспечения единообразных условий формовки во всех полостях.
Система сопла: точное управление и эстетические аспекты
Как ключевое звено между коллектором и полостью формы, форсунки горячих проходов напрямую влияют на эстетику продукта, поведение наполнения и время цикла. Распространённые типы сопел в медицинском литье под давлением включают:
Открытая система горячего затвора
Principle: Relies on a heat-cycle mechanism where molten material is injected, cooled, solidified, and then released during mold opening.
Characteristics: Relatively simple structure but prone to visible gate marks.
Material selection: Special heat-fatigue-resistant steel combinations to withstand repeated thermal cycling.
Клапанная система (предпочтительный выбор для медицинских форм)
Mechanical control advantage: Pneumatically or hydraulically actuated valve pins precisely regulate gate opening and closing, improving molding repeatability.
Gate mark minimization: Minimal contact between the valve pin and the product ensures nearly invisible gate vestiges, meeting high-end medical aesthetic standards.
Hygienic design: The enclosed structure minimizes material retention, reducing contamination risks and complying with medical-grade cleanliness requirements.
Проектирование затвора должно учитывать свойства материала (например, чувствительность к сдвигу), толщину стенок продукта (критически важную для тонких малоинвазивных устройств) и требования к внешнему виду (например, гладкость поверхности для имплантируемых устройств). Развитие технологии микроклапанных штифтов позволяет создавать точные затворы диаметром до 0,5 мм, что соответствует потребностям микроинжекции и сложных структурных формов.
Плита с горячим проходом: обеспечение структурной целостности
Как механический основой формы, горячая пластина должна выдерживать тысячи тонн циклов сжимающей силы без пластической деформации. Ключевые требования к медицинским горячим литью для горячего литья включают:
Оптимизированная опорная конструкция: разработанные с помощью метода конечных элементов (МКЭ) внутренние опорные системы создают многоточечную опору, эффективно распределяя зажимное напряжение в пустотах коллектора.
Контроль термической стабильности: интегрированные сети каналов охлаждения предотвращают неравномерное термическое расширение, которое может ухудшить плоскостность.
Выбор материала: предварительно закаленная инструментальная сталь или специальные сплавы, обеспечивающие баланс прочности и коррозионной стойкости.
Некачественные горячие пластины могут сократить срок службы формы и вызвать дефекты изделия, такие как вспышка и нестабильность размеров. Интеграция технологий мониторинга состояния конструкции, таких как встроенные датчики деформаций, позволяет проводить мониторинг напряжения в реальном времени, обеспечивая предиктивное обслуживание.
Система контроля температуры: точность определяет качество
Современное медицинское литье под давлением предъявляет строгие требования к контролю температуры, требуя изменений температуры в пределах ±1°C. Это требует систем контроля температуры с:
Adaptive algorithms: Automatically optimizing PID parameters for different heater types (e.g., cartridge, rod, or film heaters).
Multi-tasking platforms: PC-based control systems managing servo movements, data acquisition, and production traceability.
Heat loss compensation: Dynamically adjusting power output in different zones based on mold thermal models.
Cutting-edge temperature control technologies such as Model Predictive Control (MPC) and fuzzy logic algorithms enhance non-linear system handling and thermal coupling effects across heating zones. Some high-end systems are now integrating artificial intelligence to continuously optimize control strategies.

Специализированные требования к медицинскому литью под давлением
Высокая точность и повторяемость
Будучи основной технологией в точном медицинском литье под давлением, четыре ключевых компонента системы горячего литья должны работать в синергии для обеспечения высокого качества продукции. Коллектор, выступающий в роли центральной распределительной сети, должен быть точно спроектирован с использованием высокоточного бурения и многозонного контроля температуры для поддержания сбалансированного потока расплава. Передовые методы формовки, такие как многофункциональная инжекция и формование в стеке, требуют от поставщиков экспертизы в 3D-планировке каналов потока и динамической тепловой компенсации для работы со сложными продуктами, такими как гибридные ручки хирургических инструментов.
Медицинские стандарты безопасности и гигиены
Выбор системы сопла должен обеспечивать баланс между точностью управления и эстетическими требованиями. Клапанные системы, широко используемые в медицинских пресс-формах, повышают повторяемость за счет механического управления, минимизируя при этом риски загрязнения благодаря закрытой конструкции. В то же время, конструкция горячеканальной плиты должна быть разработана с использованием оптимизации опор на основе метода конечных элементов (FEA) и интегрированных каналов охлаждения для поддержания термической стабильности. Точность контроля температуры остается важнейшим аспектом, и современные системы интегрируют самооптимизацию на основе искусственного интеллекта для поддержания колебаний температуры в пределах ±1°C.
Миниатюризация и проблемы с тонкостенным формированием
Требования медицинской промышленности предъявляют к системам горячеканального формования более строгие требования, чем в других областях. Требования к точности предусматривают допуски по ключевым размерам в пределах ±0,02 мм, достижимые только с помощью анализа потока методом CAE и термосимметричной конструкции. Гигиенические стандарты требуют отсутствия мертвых зон, зеркальной полировки поверхностей потока и использования материалов, сертифицированных для медицинских целей. Развитие малоинвазивных устройств требует от систем горячеканального формования способности выдерживать давление впрыска, превышающее 3000 бар, с использованием сверхбыстрой технологии нагрева и наноразмерных процессов обработки поверхности. Эти сложности делают проектирование систем горячеканального формования для медицинского литья под давлением сложной междисциплинарной инженерной задачей.
Оптимизация систем и технологические инновации
Интеграция с помощью компьютерной инженерии (CAE)
CAE tools such as Moldflow are now essential for optimizing hot runner designs. These tools enable:
- Моделирование потока расплава и термодинамический анализ
- Прогнозы падения давления и оптимизация сдвигового тепла
- Оптимизация размещения обогревателей и проектирования систем охлаждения
- Распределение напряжений и оценка срока службы формы
Будущие тенденции: интеллект, эффективность и устойчивое развитие
Интеллектуальные системы горячего литья с интегрированными датчиками температуры и давления для саморегулирования
Электромагнитная индукционная нагрев, обеспечивающая время отклика на уровне миллисекунд
Композитные материалы на основе керамики, повышающие коррозионную стойкость
Инновации в области устойчивого производства, снижающие энергопотребление и количество отходов материалов
Заключение: Сотрудничество на протяжении жизненного цикла для создания ценности
Системы горячеканального охлаждения эволюционировали от простых механизмов подачи расплава до стратегически важных средств повышения качества, эффективности и оптимизации затрат в литье медицинских изделий под давлением. Успех требует тесного сотрудничества между производителями оригинального оборудования (OEM), литейщиками и поставщиками систем горячеканального охлаждения, с учетом технологичности на этапе проектирования. По мере развития модульной конструкции и технологий прогнозирующего технического обслуживания системы горячеканального охлаждения становятся все более интеллектуальными и точными, отвечая растущим требованиям медицинской промышленности.
При выборе поставщика систем горячеканального охлаждения производители медицинских изделий под давлением должны отдавать приоритет отраслевой экспертизе, возможностям валидации и опыту в области соблюдения нормативных требований. Только благодаря всестороннему и систематическому партнерству производители могут выпускать высококачественную, соответствующую нормативным требованиям и конкурентоспособную на рынке медицинскую продукцию.