В литье под давлением температурная стабильность — это...
Руководство по системам горячего натиска Эффективность литья под давлением
2025-03-20

Понимание систем Hot Runner и их роли в повышении эффективности
Определение систем Hot Runner
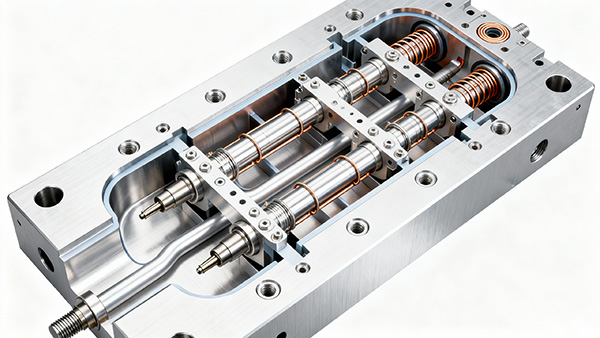
A Система Hot Runner является компонентом контроля температуры сердечника в литье под давлением. Он использует нагревательные элементы (такие как коллекторы, сопла и регуляторы температуры) для поддержания постоянной температуры расплавленного пластика от сопла машины для литья под давлением до полости формы. По сравнению с традиционными холодными трассами, они не используют затвердевшие направляющие для транспортировки материала, что гарантирует расплавленность пластика.
Основные отличия между системами горячего и холодного бегущего
Системы холодных проходов используют неодогреваемые направляющие для транспортировки пластика. После того как расплав попадает в полость формы, проходная часть остывает и затвердевает одновременно с готовым продуктом, образуя отходы, требующие разделения (обычно называемые «спру»). Системы горячих конвейеров, напротив, предотвращают затвердевание конвейера за счёт точного контроля температуры, тем самым напрямую снижая образование отходов у источника.
Основные преимущества систем Hot Runner
1. Сокращение отходов материалов
Устранение затвердевших отходов от бегунов значительно повышает использование материалов, снижая затраты и поддерживая экологическую устойчивость.
2. Более короткий производственный цикл
Устранение охлаждения и очистки направляющих сокращает цикл формовки, что повышает эффективность производства.
3. Улучшение качества продукции
Точный контроль температуры и расхода расплава минимизирует дефекты, такие как следы от раковины и деформации, вызванные колебаниями температуры, обеспечивая стабильное качество партий.
Технология горячего литья обеспечивает более эффективное и устойчивое решение для литья под давлением, оптимизируя поток материалов и термоуправление. Понимание его принципов и преимуществ крайне важно для производственных компаний, стремящихся улучшить свои процессы и повысить конкурентоспособность на рынке.
Ключевые моменты при выборе системы горячего раннера
Оптимизация эффективности литья под давлением требует точного согласования системы горячего литья. Ниже приведены ключевые факторы оценки:
I. Совместимость материалов
Система горячего набора должна соответствовать свойствам пластика.
Материалы, чувствительные к температуре (такие как ПВХ и POM): требуют точной системы регулирования температуры для предотвращения разложения материала;
Материалы с высокой вязкостью (например, PC): требуют либо более высокого давления впрыска, либо больших размеров затвора;
Типичные решения для адаптации материалов:
Полипропилен (PP): Подходит для традиционных систем с налётом, работающих при средних температурах;
Нейлон (PA): требует конструкции с высокими температурами и зонированным контролем температуры;
ABS: подходит для большинства систем; Предпочтительнее решения для балансировки потоков.
II. Сложность структуры деталей
Дизайн формы напрямую влияет на выбор системы:
Различия в толщине стенок: Для толстостенных деталей необходимы клапанные или увеличенные затворы для обеспечения заполнения;
Планировка ворот: Сложные геометрические конструкции требуют многоточечного позиционирования затвора, чтобы избежать следов погружения и деформаций;
Формы с несколькими полостями: требуют технологии балансировки потока для обеспечения равномерного заполнения каждой полости.
III. Масштаб производства и экономическая эффективность
Крупномасштабное производство: Отдавайте приоритет горячим системам для снижения единичных затрат и повышения эффективности;
Маломасштабное производство: тщательно оценивайте экономику, учитывая амортизацию оборудования и экономию материалов.
IV. Оптимизация времени цикла
Конструкция направляющих: Конструкции с низким сопротивлением позволяют сократить время заполнения;
Точность контроля температуры: технология зонированного контроля температуры предотвращает задержку охлаждения материала и термическую деградацию.
V. Управление надёжностью системы
Удобство обслуживания: модульная конструкция обеспечивает быструю очистку и замену компонентов;
Конструкция, устойчивая к повреждениям: коррозионно-стойкие пластины и нагревательные элементы из сплава продлевают срок службы;
Управление рисками: Выбранные поставщики, предлагающие возможности быстрого реагирования и поддержку запасных частей.
Систематическая оценка этих факторов может достичь трёх целей: повышения эффективности производства, сокращения отходов и стабильного качества.
Типы систем с горячими пусками и их эффективность
Системы горячих проходов, являющиеся основным компонентом процесса литья под давлением, значительно повышают эффективность производства и использование материалов, устраняя стадию холодного затвердения. Выбор различных систем напрямую влияет на цикл формовки, норму утила и выход продукции. Ниже приведено сравнение характеристик и оценки эффективности трёх основных систем:
1. Система горячего сопла
Подходящие сценарии: точные мелкие детали (электронные разъёмы, микрошестерни и др.) и изделия с высокими требованиями к поверхности
Основные преимущества:
Отсутствие отходов от бегунов: прямое впрыск предотвращает образование холодного материала, увеличивая использование материала на 15–30%
Очень короткий цикл формовки: Устраняет время охлаждения конвейера, сокращая цикл одиночной формы более чем на 20%
Стабильность размеров: многоточечный точный контроль температуры обеспечивает микронные допуски
Ограничения:
Форма должна быть оснащена высокоточным модулем контроля температуры, что увеличит первоначальные инвестиции примерно на 25%
Nozzle diameter limitation (usually <3mm), not suitable for thick-walled or large products
2. Система горячего пуска с клапанным геймом
Подходящие сценарии: автомобильные внутренние детали, медицинские катетеры и другие многополые сложные формы.
Ключевые особенности эффективности:
Технология последовательного управления: точно контролирует последовательность открытия и закрытия каждого затвора с помощью электромагнитных клапанов, устраняя дефекты сварной линии
Mark-Free Surface Finish: Gate vestige height <0.05mm, eliminating the need for post-processing
Поддерживает высокоскоростное формование: позволяет быстро переключать в течение 3 секунд с помощью сервогидравлической системы
Ключевые аспекты контроля качества:
Нужно периодически калибровать ход клапанного штифта (рекомендуется обслуживание каждые 50 000 циклов формы)
Колебания температуры формы должны контролироваться в пределах ±1°C, рекомендуется использовать интеллектуальный блок для контроля температуры с PID
3. Открытая система горячего бега
Подходящие сценарии: массовое производство простых конструкций с одной полостью, таких как корпуса бытовой техники и повседневных товаров
Преимущества по стоимости:
Упрощённая структура системы, стоимость оборудования на 40%-50% ниже, чем у клапанных затворов
Convenient maintenance и routine cleaning operations take <2 hours
Ограничения эффективности:
Gate diameter is usually >4mm, sink marks are easily generated on thin-walled parts
Многополовые формы требуют увеличения коллектора, что может привести к избыточности материалов на 15%–20%
Техническое дерево решений выбора системы
Размерность продукта:
Wall thickness <1.5mm → Priority hot nozzle system
Требуется отделка поверхности класса A→ Система с клапанными воротами обязательна
Annual output >500,000 pieces → Evaluate the ROI of a valve-gated system
Параметры процесса:
Melt viscosity >10000Pa·s (such as PC) → Select a high-flow nozzle
Molding cycle <15 seconds → Dynamic temperature control module must be configured
Модель стоимости:
С помощью расчета общей стоимости владения (TCO), включая:Разница в начальных инвестициях
Трехлетняя стоимость металлолома (смоделирована по колебаниям цены на смолу ±10%)
Простои производства из-за частоты профилактического обслуживания
Рекомендуется тесно сотрудничать с поставщиками, обладающими возможностями анализа потока формы CAE. Заранее проверка совместимости системы с помощью симуляции Moldflow может снизить стоимость испытаний формы более чем на 30%.
Пошаговое руководство по выбору подходящей системы Hot Runner
Выбор правильной системы горячего литья крайне важен для повышения эффективности литья под давлением и качества производства. Вот ключевые шаги и рекомендации по оптимизации:
Шаг 1: Анализ требований к деталям и формам
Геометрия деталей: определите толщину стенок, расположение ворот и структурную сложность для обеспечения совместимости с горячими проходами.
Тип формы: различайте Однополость и Многореальные Плесень. Многополости формы требуют внимания к балансу бегунов.
Производственные цели: Производство с большим объемом делает упор на эффективность и стабильность, тогда как малообъёмное и высокоточное производство требует более гибких конфигураций систем.
Шаг 2: Сопоставление материалов и процессов
Чувствительность к температуре: Высокотемпературные материалы (такие как PEEK) требуют устойчивых к высоким температурам компоненты, тогда как универсальные материалы (например, PP/ABS) более адаптивны.
Характеристики потока: Выбирайте размеры и точность контроля температуры в зависимости от вязкости материала, чтобы избежать ограничений потока или деградации материала.
Параметры обработки: Объедините параметры процесса, такие как давление впрыска и время удержания давления, чтобы обеспечить стабильную работу системы.
Шаг 3: Анализ потока и оптимизация заполнения
Проверка симуляции: предсказать пути заполнения с помощью программного обеспечения для анализа потоков, оптимизировать расположение ворот и снизить риск коротких выстрелов или варпейджей.
Регулировка баланса: Для многополостных форм обеспечьте равномерное заполнение всех полостей, чтобы предотвратить увеличение количества отломов из-за изменений потока.
Повышение эффективности: Сбалансированная заправка может сократить время охлаждения, напрямую снижая затраты на производственный цикл.
Шаг 4: Выбор системы и оценка поставщика
Система горячего наконечника (прямой затвор): подходит для небольших точных деталей с минимальными материальными отходами, но ограниченным контролем над сложными конструкциями.
Система клапанных затворов: обеспечивает точное заполнение за счёт последовательного управления, подходящее для сложных или многоточечных конструкций затворов, улучшая качество поверхности.
Изолированная система с проходами: простая конструкция и низкая стоимость, подходит для форм с одной полостью или низкой сложности.
Возможности поставщиков: Отдавайте приоритет поставщикам с быстрым техническим ответом и комплексной послепродажной поддержкой для обеспечения долгосрочного обслуживания и обновления.
Шаг 5: Расчёт рентабельности инвестиций (ROI)
Экономия затрат: горячие двигатели уменьшают отходы холодных труб, напрямую снижая потребление сырья (примерно на 15%–30%).
Повышение эффективности: Оптимизированная конструкция направляющих может сократить цикл формования на 10%–20%, что увеличивает использование оборудования.
Преимущества качества: Уменьшите количество дефектов, таких как вспышки и следы от раковины, снижая расходы на ремонт и гарантию.
Основные рекомендации
1. Долгосрочная перспектива: Избегайте сосредоточения только на начальных затратах; Комплексно оцените срок службы системы и затраты на обслуживание.
2. Контроль температуры: используйте высокоточные модули контроля температуры для предотвращения термического разложения материала или колебаний потока.
3. Регулярное обслуживание: очистить направляющие и заменить уплотнения для продления срока службы системы.
4. Data-Driven (Data-Drive): Непрерывная оптимизация параметров процесса через производственные данные для максимизации производительности горячих раннеров.
Используя это руководство, компании могут выбрать подходящую систему горячего запуска и значительно повысить эффективность производства и экономичность, сокращая при этом пластиковые отходы и энергопотребление.
Распространённые ошибки, которых следует избегать при выборе системы с горячим бегом
1. Игнорирование свойств материалов и сопоставления процессов
Проблема с ядром: Неспособность выбрать подходящую систему на основе свойств материала (таких как термическая устойчивость, расход, вязкость).
Пример риска: Высокотемпературные смолы (такие как PEEK) требуют точной системы контроля температуры, а материалы с низкой вязкостью (например, PP) требуют высокоотзывчивого регулирования потока. Если система неправильно согласована, это легко может привести к разрушению, вспышка или неравномерному заполнению.
Решение: Ознакомьтесь с техническими характеристиками материалов и техническими параметрами поставщика, а также распределите приоритеты систем с точностью контроля температуры в пределах ±1°C и проектированием каналов потока, соответствующими кривой вязкости.
2. Жертва результатами в стремлении к низким ценам
Скрытые затраты: Недорогие системы часто сталкиваются с такими проблемами, как плохой тепловой баланс и короткий срок службы компонентов. В долгосрочной перспективе простои в техническом обслуживании и увеличение объёмов металлолома могут увеличить затраты.
Решение на базе: используйте модель оценки общей стоимости владения (TCO), учитывающую энергоэффективность (например, оптимизацию мощности отопления), циклы обслуживания (например, частоту замены сопла) и потенциал увеличения выхода.
Практический совет: При сравнении поставщиков попросите их предоставить данные о частоте отказов и отчёты о энергопотреблении из соответствующих кейс-стади.
3. Недооценка технического порога для обслуживания системы
Типичное заблуждение: Вера в существование систем без обслуживания или упуск из виду простота чистки и замены деталей.
Последствия: Недостаточная очистка сложных конструкций проходов может привести к появлению карбонизированных остатков и проблем с качеством партий.
Направление оптимизации:
Выберите модульную систему проектирования, чтобы обеспечить быструю замену уязвимых частей, таких как обогреватели и термопары;
Разработать план профилактического обслуживания (например, комплексное тестирование на протечки после каждые 50 000 циклов);
Требовать от поставщиков предоставления стандартизированного оперативного обучения и удалённой диагностической поддержки.
Ключевая логика принятия решений: Определите зоны с высоким риском с помощью DFMEA (анализ режимов отказа и эффектов), а также отдайте приоритет поставщикам с базами данных материалов, поддержкой моделирования и локальными сервисными сетями, чтобы избежать ошибок выбора на ранних этапах.
Как системы горячего литья повышают эффективность производства литья под давлением
Системы горячего литья значительно оптимизируют производственные процессы, являясь основной технологией современного литья под давлением. Повышение эффективности в основном отражено в следующих трёх основных аспектах:
I. Революционный прорыв в использовании материалов
Конструкция бегунов с нулевыми отходами: в отличие от литника и отходов, образующихся холодными системами, горячие беговые системы поддерживают пластик в расплавленном состоянии на протяжении всего процесса с точным контролем температуры, обеспечивая эффективность использования материала до 100%.
Значительное снижение затрат и повышение эффективности: при ежедневном объеме производства 100 000 единиц можно ежегодно сократить несколько тонн отходов сырья, что снижает затраты на материалы на 15%–25% при массовом производстве.
Преимущества зелёного производства: снижение утилизации отходов, соблюдение экологических требований и помощь компаниям в достижении целей углеродной нейтральности.
II. Оптимизация производственного цикла с двумя двигателями
Повышение эффективности охлаждения
Система постоянной температуры позволяет избежать вторичного нагрева холодных труб, а в сочетании с технологией быстрого охлаждения формы время одноциклового цикла может сократиться на 20%–40%.Глубокая интеграция автоматизации
Обеспечивает автоматизированное непрерывное производство с роботизированной помощью для:Автоматическое открытие и закрытие формы
Автоматическое удаление продукции
Мониторинг качества в форме в реальном времени Ежедневный выпуск производства может быть увеличен более чем на 30%
III. Модернизация системы контроля качества
| Индикаторы качества | Улучшение производительности | Базовая технология |
|---|---|---|
| Размерная стабильность | Точность контроля допусков увеличена на 40% | Система сбалансированного давления в проходах |
| Качество поверхности | Частота обнаружения следов потока/усадки снизилась на 60% | Технология многоступенчатого контроля температурных зон |
| Структурная прочность | Скорость деформации из-за внутреннего напряжения снизилась на 50% | Технология последовательного управления клапанными затворами |
Механизм синергетической эффективности:
Оптимизировано расположение горячего сопла с помощью программного обеспечения для анализа течения формы, в сочетании с интеллектуальным модулем контроля температуры PID (точность ±0,5°C) для синхронизированного управления фронтом расплава. В сочетании с системой клапанного затвора сервопривода достигает точности тайминга до 0,02 секунды, обеспечивая консистенцию заполнения многокамерных форм.
Продвинутые сценарии применения
Микро-прецизионное производство деталей: достигает выхода 99,5% для деталей с толщиной стенок менее 0,3 мм.
Многослойные композитные формы: поддерживают колебания температуры в пределах ±1,5°C для форм с 16 и более полостями.
Инженерная обработка пластика: подходит для стабильного формования материалов с высокой вязкостью, таких как PA и PEEK.
После внедрения систем горячих работ компании обычно могут восстановить инвестиционные затраты в течение 6-18 месяцев за счет экономии материалов и увеличения пропускной способности. С ростом внедрения интеллектуальных систем управления температурой и удалённого мониторинга на базе IoT, горячие системы эволюционируют от простых инструментов эффективности до неотъемлемой части умного производства.
![]()