Горячие системы и устойчивое производство: решения для сокращения отходов и энергопотребления
2025-01-15
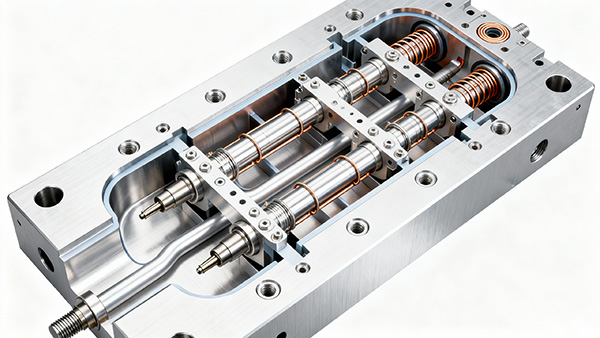
Система hot runner — это комбинация. Он не относится к одному продукту. В комплект входят горячие сопла, направляющие пластины, регуляторы температуры, коллекторы и т.д. Вместе они образуют систему горячего бега. Как распространённый компонент системы литья под давлением, она гарантирует, что пластики в направляющих и затворах оставались расплавленными при нагревании. Поскольку грелочные стержни и нагревательные кольца расположены рядом с или в их центре, вся направляющая от выхода сопла литья до затвора находится в высокотемпературном состоянии, поэтому пластики в проходах остаются расплавленными. После остановки машины обычно не требуется открывать горнель, чтобы удалить конденсат. При повторном запуске машины достаточно только нагреть направляющую до нужной температуры. Поэтому процесс горячего коллектора иногда называют системой горячего коллектора или формовкой без пробега.
Состав системы горячих бегущих
Хотя в мире существует множество производителей горячих раннеров и разнообразных линейок продукции, типичная система горячих раннера состоит из следующих частей: плиты горячего бега, сопла, контроллера температуры и вспомогательных деталей.
Успешный проект нанесения горячих форм требует нескольких связей для обеспечения двух самых важных технических факторов: один — контроль температуры пластика; Вторая — это контроль характеристик пластического потока.
Термоконтроль пластика Контроль температуры пластика чрезвычайно важен в приложениях с горячими формами. Многие проблемы с обработкой и качеством продукции, возникающие в процессе производства, напрямую вызваны плохим регулированием температуры системы горячих пробегов. Например, при использовании торпедного горячего форсунка для литья под давлением проблема с трудностями полного закрытия иголки клапана при формовании клапана и неравномерное время заполнения и качество деталей в многокамерных формах. Если возможно, попробуйте выбрать систему с горячим регулированием с многозонным сегментированным контролем температуры для повышения гибкости и адаптивности.
Контроль потока пластика Пластик должен течь сбалансированно в системе горячего бега. Затворы должны открываться одновременно, чтобы пластик мог синхронно заполнять каждую полость. Для деталей с большой разницей веса конструкция размера направляющей должна быть сбалансированной. В противном случае некоторые детали будут заполнены недостаточным давлением, другие — слишком сильным, вспышка будет слишком большой, а качество — низким. Дизайн размера гонки с горячими бегами должен быть разумным. Если размер слишком мал, потеря давления при заполнении формы будет слишком большой. Если размер слишком большой, объём горячей трубы будет слишком большим, и пластик будет долго оставаться в системе горячего бега, что повредит свойства материала и приведёт к тому, что детали не соответствуют требованиям использования после формовки.
Система горячей системы играет ключевую роль в устойчивом производстве в индустрии литья под давлением пластика, особенно в сокращении отходов и энергопотребления. Вот несколько ключевых способов, которыми система горячих бегущих способствует достижению этих целей:
1. Сокращение отходов
Система горячего пробежки минимизирует отходы, поддерживая непрерывный поток пластика внутри формы, устраняя необходимость выбрасывания излишков, как это требуется в традиционных холодных системах. В системах с холодным пробегом излишки пластика удаляются после охлаждения формы, но в системе горячего прохода пластик остаётся расплавленным и может использоваться повторно в последующих циклах. Это значительно снижает отходы и увеличивает использование материалов.
2. Оптимизированная энергоэффективность
Системы горячих гонок снижают энергопотребление за счёт точного контроля температуры и расхода. Традиционные процессы литья под давлением часто тратят много энергии на поддержание температуры холодных проходов и окружающей среды. В отличие от этого, горячие системы обеспечивают более точное управление нагревом, снижая ненужные потери энергии. Кроме того, горячие системы обычно имеют лучшую изоляцию, что помогает минимизировать потери тепла и оптимизировать общую энергоэффективность.
3. Сокращение производственных циклов
Быстрые возможности системы горячего нагрева и охлаждения приводят к сокращению циклов впрыска. Более короткие циклы позволяют производить больше продукции за то же время, косвенно снижая энергопотребление и ресурсы на единицу производства, тем самым повышая общую эффективность производства.
4. Снижение выбросов
Снижая количество отходов и оптимизируя производственный процесс, горячие системы помогают снизить ненужные выбросы. При производстве пластика отходы часто образуются из-за чрезмерного нагрева или образования отходов. Система горячей системы минимизирует эти потенциальные источники выбросов, обеспечивая более точный контроль нагрева и потока, что приводит к снижению выбросов в целом.
5. Совместимость материалов
Системы с горячими пробегами более совместимы с различными пластиковыми материалами, включая переработанные материалы. Это позволяет производителям использовать больше перерабатываемого контента, что дополнительно поддерживает цели устойчивого развития. Традиционные системы холодного прохода могут негативно влиять на качество некоторых переработанных пластиков, но система горячей системы обеспечивает плавный поток материалов, что приводит к получению высококачественной конечной продукции.
6. Долгосрочные преимущества устойчивого развития
Внедрение систем горячего использования не только снижает потребление отходов и энергии в краткосрочной перспективе, но и приносит долгосрочные экономические выгоды. При уменьшении материальных отходов производственные затраты снижаются. Более эффективное использование энергии также способствует снижению общего энергопотребления со временем, способствуя снижению углеродного следа бизнеса в долгосрочной перспективе.
В итоге, система hot runner — ключевой инструмент для достижения устойчивого производства. Сокращая количество отходов, оптимизируя энергопотребление и повышая эффективность производства, компания предлагает более экологичное и экономически эффективное производственное решение. Широкое использование этой технологии движет отрасль к более экологичным и эффективным практикам.